
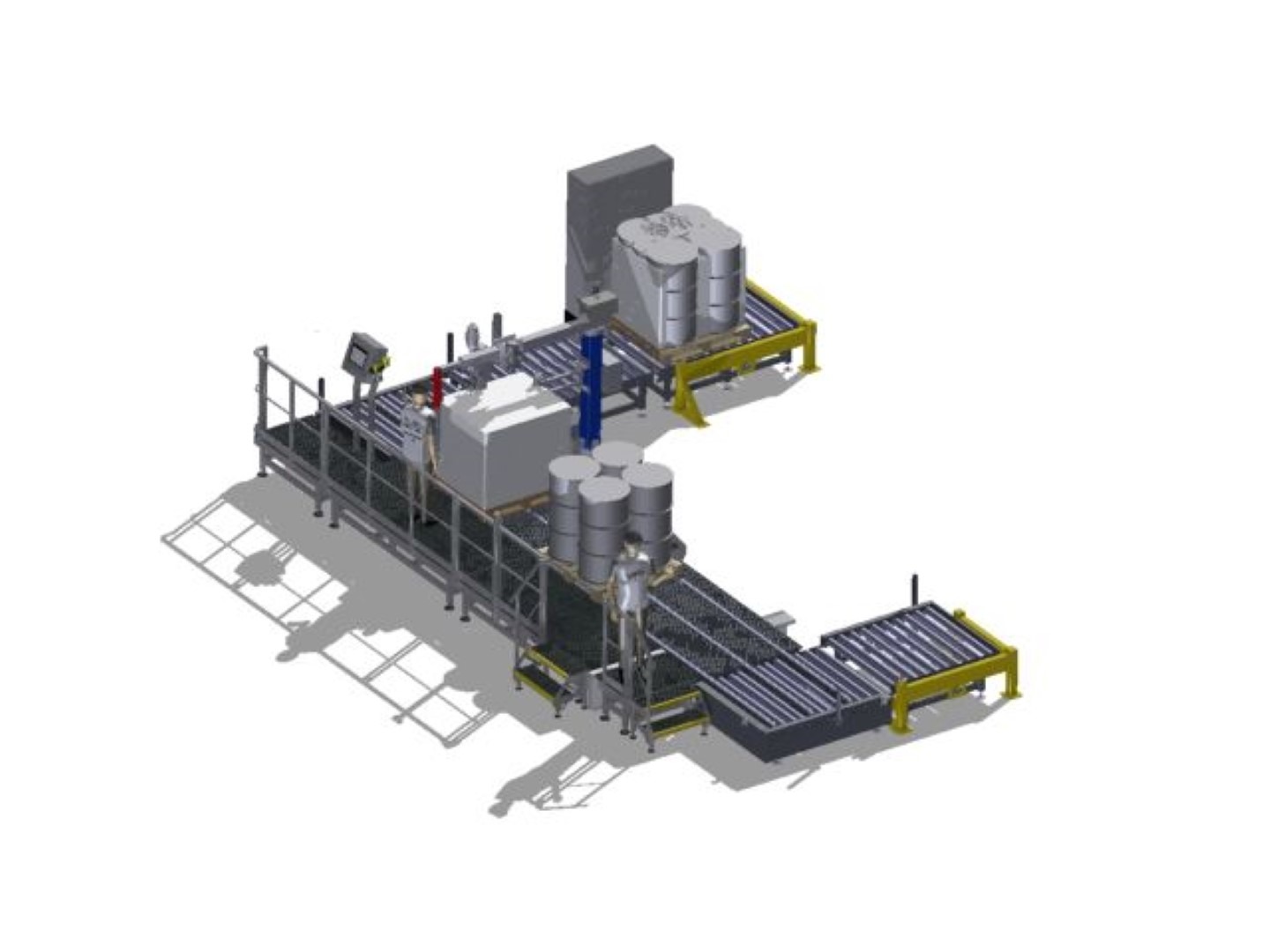


Filling lines for filling IBCs and drums at SABA
Filling doypacks small package with highly viscous product

Filling plant Umicore Bruges
Filling machine in an ATEX zoning for different types of resin and hydrocarbon.

Atlas filling device for doypacks with glue roll
Filling doypacks, small packages, with very viscous product.